
Identificação do carregador da peça na produção de Ventilação Traseira para BMW
O fornecedor automotivo EuWe identifica os porta-peças de trabalho nas ilhas de fabricação de uma máquina de produção para aberturas traseiras com o sistema BL ident RFID da Turck
Processos de produção ligados em máquinas especiais têm desvantagens: uma parada em uma estação resulta quase que imediatamente no desligamento de toda a máquina. Áreas de reserva inteligentes podem assegurar um fluxo contínuo de produção, mas na maior parte das vezes só podem ser implementadas eficazmente com a identificação das peças de trabalho. O fornecedor automotivo EuWe Eugen Wexler GmbH & Co. KG implementou isso em uma nova planta de produção, para sistemas de ventilação traseira - com o sistema BL ident RFID da Turck.
-turck-image-turck-image.jpg)
Para a EuWe, o design retangular compacto é um benefício decisivo da cabeça de leitura / escrita Turck

A vista de baixo mostra a tag montada no centro e as quatro aberturas de ventilação traseiras
-turck-image-turck-image.jpg)
O gateway BL20 no painel de controle traz os dados RFID via Profinet para o controlador
A cabeça de leitura / escrita está montada no meio da fixação do suporte
-turck-image-turck-thumbnail.jpg)

-turck-image-turck-thumbnail.jpg)

-turck-image.jpg){kind=link}
{kind=link}
-turck-image.jpg){kind=link}
{kind=link}
Ventilação traseira para BMW
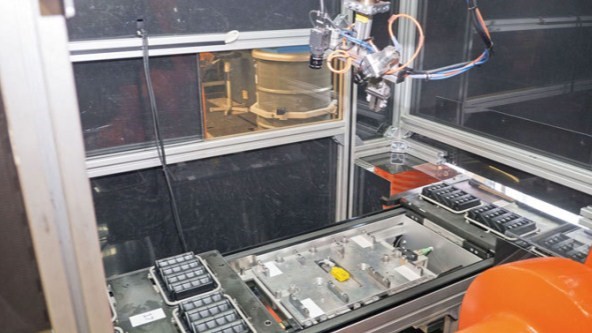
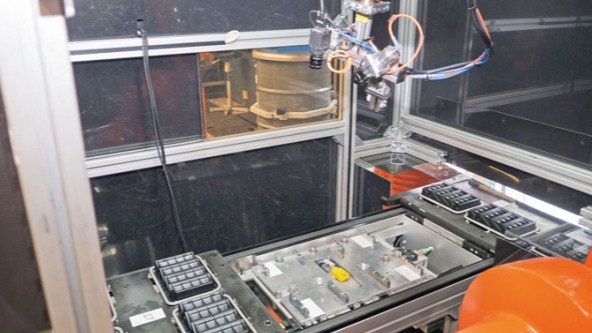
A empresa EuWe começou em 2014 a expandir a produção existente com outra máquina especial para a fabricação de ventilação traseira para a BMW. O sistema foi chamado ilha de fabricação, uma vez que consiste em vários grupos de fabricações individuais. Uma máquina de moldagem por injeção, para produzir as peças brutas, está localizada no início do processo. Uma correia que transporta as peças para a soldagem, onde as abas são fixadas ao produto semiacabado. Uma câmera na estação seguinte verifica se há falhas na soldagem, enquanto na última etapa do processo, um robô aplica espuma de vedação. Uma câmera com iluminação especial no braço do robô verifica a forma, consistência e volume da espuma de vedação.
Desvantagens de sistemas interligados
A questão também foi levantada quanto ao método mais adequado para identificar os porta-peças no processo. O técnico de automação Robert Ullmann já havia adquirido experiência na identificação de porta-peças em uma fábrica existente. Na planta anterior, a EuWe tinha implementado um sistema interligado usando sensores de proximidade convencionais. Contudo, a cadeia de porta-peças não podia ser interrompida. Essa foi a maior desvantagem dos sistemas interligados. Uma seção reserva que pode compensar atrasos no processo não é possível. Devido a essa experiência, Ullmann também recomendou a implementação de um sistema de identificação RFID no porta-peças.
Design compacto simplifica a montagem
"Nós verificamos outro fornecedor de RFID além da Turck. No entanto, este fornecedor tinha apenas cabeças de leitura / escrita RFID em um design cilíndrico em sua linha", Ullmann descreve uma das razões para escolher Turck. EuWe usa uma cabeça de leitura/escrita retangular TN-Q14-0.15-RS4.47T, que pode ser montada facilmente no meio nas ilhas de produção. A tag circular TW-R50-B128 foi montada centralmente no suporte de material.
Integração simples no controlador
"A integração do sistema RFID Turck no controlador foi muito fácil. Não precisamos integrar blocos de programas especiais no software do PLC para traduzir a linguagem do RFID para o controlador. Eu poderia operar a interface do controlador diretamente. A informação é simplesmente escrita para a saída do PLC", Ullmann elogia a integração do BL ident RFID Turck no controlador Siemens S7.
O sistema RFID identifica cada porta-peças no processo oito vezes. O PLC escreve passos de processamento defeituosos para uma base de dados que liga a entrada com o suporte da peça correspondente e a posição da ventilação traseira na transportadora. Os dados chegam ao controlador S7 via gateway multiprotocolo BL20 da Turck, em Profinet.
- Automotiva
- Cabo com monitoramento integrado evita desligamentos indesejados
- Acopladores Indutivos Garantem Alimentação Precisa
- Gestão de montagem com uma conexão MES direta
- Detecção de veículos na Produção Automobilística
- Detecção de skid na produção automotiva
- Eliminação de falhas na identificação de para-choques
- Solução RFID assegura a qualidade das baterias de íons de lítio
- Medição de Nível em Linha de Revestimento por Imersão
- Controle de nível no sistema de lubrificação central
- Qualidade da operação do robô na instalação de para-brisas
- Inclinômetro acelera o alinhamento da plataforma
- Controle e Monitoramento de condições em Motores
- Sinais de segurança dos processos do módulo IP67 híbrido
- Monitoramento descentralizado de estações de refrigeração com RFID
- Células robóticas para solda em Rede Ethernet
- Monitorando o circuito de resfriamento em equipamentos de soldagem
- Monitoramento de fluxo em lavagem de peças automotivas
- Monitoramento de Condição de Motores como Retrofit
- Monitoramento do lubrificante de refrigeração em CNC
- Prensas de metal com identificação da ferramenta
- Detecção de porcas de solda
- Identificação de Skid
- Montagem Robótica Eficiente com Módulos I/O Remoto IP67
- Verificação sem contato para paletes transportadores
- Detecção de nível de itens com RFID UHF
- Monitoramento do lubrificante de refrigeração em máquinas
- Controle de pressão hidráulica em prensas
- Medição da pressão de processo nos elevadores
- Histórias de sucesso
- Planta Modular para Produção Flexível e Eficiente
- Sensor a Laser Detecta Parachoques Pretos na Célula de Montagem
- Tecnologia de segurança descentralizada para produção modular
- Automatização Eficiente com PLCs IP67 em transportes modulares
- Rastreabilidade e eficiência em mudanças seguras de ferramenta
- Automatização Eficiente com RFID e AGVs na Produção de Suspensões
- IO-Link na produção de Escapamentos
- Identificação do carregador da peça na produção de Ventilação Traseira para BMW
- Detecção de porca para solda
- Tecnologia RFID na Indústria Automotiva: Da Fábrica ao Fornecedor
- RFID na Produção de Motores garante eficiência e acesso facilitado aos dados
- Produção de Para-choques com Identificação por RFID
- Sensores, conectividade e RFID para pintura automotiva
- Sensores de Soldagem e Montagem de Veículos
- Sensores de Ângulo para sistemas de montagem
- Identificação de Ferramenta com RFID
- Rastreabilidade Precisa com RFID BL ident e Sensores Fator 1
- RFID em montagem de carrocerias
- IO-Link facilita a produção de engrenagens de transmissão
- Química
- Sistema de I/O excom permite liquefação segura de hidrogênio
- Decentralized Automation in Ex Areas
- Controle RFID para conexões de tubos em áreas Ex
- Ethernet para economizar espaço na Sala de Instrumentação e Controle
- Automação baseada em Ethernet para Skids Modulares em Áreas Ex
- Interface Ex em plantas de processos modulares
- Detecção de Pigs
- Sinal Remoto de I/O
- Fácil conexão com dispositivos de campo
- Processamento de Sinais com Sistema I/O no Painel de Controle
- Separação de sinal com tecnologia de interface no painel de controle
- Identificação de Conexões de Mangueira
- Monitoramento Eficiente de Condições de Painéis
- Monitoramento de abertura de válvulas com atuadores
- Planejamento e Montagem de Soluções de Sistema
- Histórias de Sucesso
- Resfriamento de fornos industriais com sensores de fluxo FS+
- Sistema I/O Excom cria espaço em salas de I&C
- RFID para Zona 2 e 22
- Controle de Testes Eficiente
- Comunicação de campo intrinsecamente segura
- Parceria para Sistema de controle de Processo
- I/O Remoto para área classificada
- Sensoriamento da Posição de Válvulas
- Flexibilidade com Fieldbus
- Gestão de Ativos com I/O Remoto
- Posicionamento correto com RFID na produção de carboneto
- Conversão rápida em espaço restrito
- Energia
- Sistema RFID para identificação de transportadores de células solares
- Sistema de I/O Descentralizado para Áreas Ex em Estações de Abastecimento de Hidrogênio
- Decentralized I/O Solution in Ex Zone for H2-Fueling Station
- I/O Module Facilitates Setup and Mobile Use of Fuel Cell Test Stand
- Posicionamento do Rotor em turbinas Eólicas
- I/O Remoto IP67 em Produção de Carvão
- RFID identifica cubículos de média tensão
- I/O Remoto IP67 em Planta de Biogás
- Alimentícia
- Sensor de monitoramento de condição automatiza o controle climático
- Monitoramento de Condições em Painéis de Controle
- Monitoramento de Condição em Armazéns
- Controle de espessuras de massas em Máquinas de Enrolamentos
- Identificação de recipientes para alimentos
- Verificando Recipientes
- Detector de posição de válvula
- Detecção em Tubos Angulares
- Identificação de moldes de chocolate
- Histórias de Sucesso
- Manutenção baseada em nuvem para geradores de vapor
- RFID Support Enables Track and Trace in Food Production
- Grist for the Mill
- Controle descentralizado de módulos em câmara frigorífica
- Rastreamento com RFID na produção de carne
- Encoder sem contato no processamento de batatas
- UHF RFID no Centro de Distribuição de Alimentos
- RFID para produção de chocolate
- I/O Distribuído para Equipamentos Alimentícios
- I/O Remota para Destilaria
- RFID e Autoclaves
- Transparência na fabricação do chocolate
- Fontes de alimentação IP67 para transportadores
- Identificação no Armazenamento de Produtos Alimentícios
- Intralogística
- Controle Descentralizado de Módulos de Esteiras
- Tracking Big Bags with RFID
- Distance Detection in Container Cranes
- Controle de acesso em áreas protegidas
- Muting descentralizado de equipamentos de proteção eletro sensíveis
- Módulos de I/O controlam esteiras transportadoras
- Detecção Rápida de tags nos Portões do Armazém
- Item-level Detection with UHF RFID
- Manutenção preventiva em correias transportadoras
- Detection of Transport Containers
- Detecção de nível em recipientes e garrafas
- Identificação de Recipientes (Cryovessels)
- Identificação de recipientes móveis com dispositivos portáteis
- Identification of Food Containers
- Identificação de para-choques just-in-sequence (JIS)
- Condition Monitoring in Storage Rooms
- Proteção contra colisão de contêineres
- Histórias de Sucesso
- RFID HF facilita o armazenamento de sementes
- RFID Enables Unmanned Store at Major Building Site
- Módulos de I/O de segurança melhoram o desempenho na intralogística
- Shipment Tracking for Raw Materials
- Solução de rastreamento baseado em RFID para redução de erros no carregamento
- RFID-based Tracking of Inbound and Outbound Materials
- Solução RFID UHF Descentralizada
- Contact-free Encoder in Potato Production
- Decentralized Control Modules in Coldstore
- Controle de Velocidade com Sensor Radar QT50
- Fontes de Alimentação IP67 para Transportadores
- Sistema transportador modular na produção de baterias
- Solução RFID para armazéns e centros de distribuição
- AGV guiado por RFID na produção de suspensões
- Identificação de Fármacos por RFID
- UHF RFID in Food Distribution Center
- Mobile Equipment
- Sensor de monitoramento de condições automatiza o controle climático
- Sensores ultrassônicos para compensação automática de inclinação
- Linhas de Distribuição para Pulverizadores de Campo
- Medição do ângulo em um pulverizador de campo
- Determinando a posição angular do guindaste
- Medição de inclinação de dois eixos em uma colheitadeira
- Proteção contra colisão em empilhadeiras de alcance
- Cases de Sucesso
- RFID Solution with Smart Forklifts in Autombile Production
- Manutenção Remota Segura de Bombas de Irrigação e Drenagem
- Access Control with RFID System
- Colheita Seletiva de Aspargo com Robô Autônomo
- Medição de posição com RFID e encoder
- Controlador de velocidade via Radar Sensor QT50
- Guias RFID AGV em suspensão de produção
- Módulos de I/O em super iate
- Encoder sem contato em navios draga
- I/O para sistema de aspersão
- Cabine de resfriamento
- Conectividade de Rápida Desconexão
- Soluções de Automação para frio Extremo
- I/O Remoto para Guindastes
- Pontes rolantes com sistema de elevação a vácuo
- Posicionamento na montanha-russa
- Soluções para máquinas móveis
- Posicionamento exato de altura
- Detecção crítica de ângulo
- Sensor de ângulo detecta a elevação de plataforma
- Óleo & Gás
- Embalagem
- Verificação descentralizada de embalagens por RFID
- Identificação de Cartuchos de Impressão Coloridos
- Operação Confiável das Máquinas
- Verificação de Recipientes
- Monitoramento de Tampas em Garrafas
- Monitoramento de Configurações em Processos
- Identificação de Garrafas Teste
- Monitoramento de Nível de Café Moído
- Detecção de Nível em Recipientes
- Detecção de caixas transportadoras
- Histórias de Sucesso
- Farmacêutica
- End-to-End Sample Tracking with RFID
- Controle RFID para conexões de tubos em áreas Ex
- Verificação descentralizada de embalagens por RFID
- Automate Modular Skids
- Pharmaceutical Skids with Decentralized I/O Technology
- Ex Isolation in Modular Process Plants
- Control of Valve Interfaces
- Monitoramento de Atuadores de um quarto de volta
- Identificação de Tanques Portáteis
- Sinal Remoto I/O
- Planejamento e Construção de Super Skids
- Fácil Conexão de Dispositivos de Campo
- Identificação de botijões criogênicos
- Identificação de contêineres móveis
- Identificação de contêineres móveis com dispositivos portáteis
- Identificação de conexões de mangueira para precursores
- Identificação de conexões de mangueira em áreas estéreis
- Identificação de Conexões de Mangueira na Zona Ex 1
- Identificação de sacos e birreatores
- Identificação de Aplicações de Uso Único
- Histórias de Sucesso
- Transferência sem contato de energia e sinais de comutação
- Misturador Industrial Controlado por IHM
- Controle de máquina de processamento de imagem com BL20 Codesys Gateway
- RFID para Identificação de Produtos Farmacêuticos
- Speed measurement of mixing heads in magnetic stirrers
- Reading Device Detects Different Materials
- Semicondutor
Select Country
Turck worldwide